
Про Статистическое управление процессов (SPC) написано много и на разных языках. Существует большое количество статьей, рассказывающих о том, что такое SPC, когда начало внедряться, кто основатель, какие блага несет внедрение SPC и т.д. Обо всем этом вы можете прочитать хотя бы даже в Википедии. Я хотел бы посвятить данную серию статей больше техническим вопросам SPC, а именно расчетам статистических индикаторов, разбору рабочих кейсов и принципам внедрения удачного статистического управления. Тем не менее, мне будет сложно давать голую практику, поэтому с теоретическими вопросами мы тоже столкнемся, но постараюсь давать ее по минимуму, только самое важное.
Итак, ну а начнем мы с примера. Представьте себе производственную линию, которая производит печенье. Вес одной пачки равен 100 гр. После выхода из печи поток делится пополам и уходит каждый на свою упаковочную машину. Упаковочная часть линии состоит из двух упаковочных машин, после которых стоит вторичная упаковка, которая складывает пачки в короба и дальше короба укладываются на паллет. Очень популярная схема на пищевых предприятиях.

После каждой упаковочной машины стоят динамические весы, которые взвешивают каждую пачку и отбрасывают ее, если она находится вне спецификационных лимитов. Каждый час весы взвешивают десять случайных пачек и результат отображают на экране. В конце 12-ти часовой смены мы имеем два следующих графика для каждой упаковочной машины, которые отображают средний вес пачки в час. Красной линией отмечен средний вес пачки за смену.
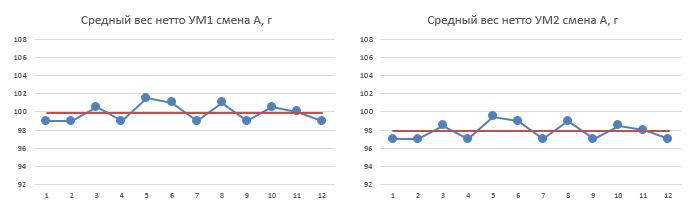
После короткой пересменки, приходит следующая смена и продолжает производить тот же продукт. ЕСТЕСТВЕННО, у каждого оператора свое видение на правильные настройки машины. Новая смена ЛУЧШЕ знает, как производить качественный продукт и настраивает машину под себя. В конце второй смены мы видим следующий результат.

Хотя эта ситуация надуманная, она очень распространена на предприятиях. Давайте взглянем на графики и постараемся понять, что же здесь мы видим. Первое, что бросается в глаза, так это то, что ни одна смена не производит продукт равный точно 100 граммам. Несмотря на то, что первой смене удается держать вес на стабильном уровне, отклонения от целевого значения все равно существуют. Второе, средний вес второй упаковочной машины ниже на 2 грамма, чем первой. Причем, это отклонение не меняется даже с приходом новой смены. И самое очевидное наблюдение, что вес пачки у второй смены очень сильно «скачет» по сравнению с первой сменой.
Данным примером, я хотел показать, что в каждом процессе присутствует вариабельность. Т.е. каждое последующее измерение отличается от предыдущего. Несмотря на годы опыта, несмотря на нескончаемые тренинги, несмотря на постоянный контроль, несмотря на обратную связь, несмотря на то что луна в сатурне, вариабельность будет присутствовать ВСЕГДА и добиться абсолютного единообразия мы не сможем. Другой вопрос, какую вариабельность мы можем себе позволить, чтобы отвечать ожиданиям клиента. И здесь нам необходимо разобраться с типами вариабельности.
Вариабельность
Вариабельность является естественным явлением в производственном процессе. Так как в ходе производства задействовано огромное количество условностей, мы не можем производить абсолютно одинаковый продукт каждый раз. Небольшие изменения в продукте могут быть допустимы в готовом продукте.
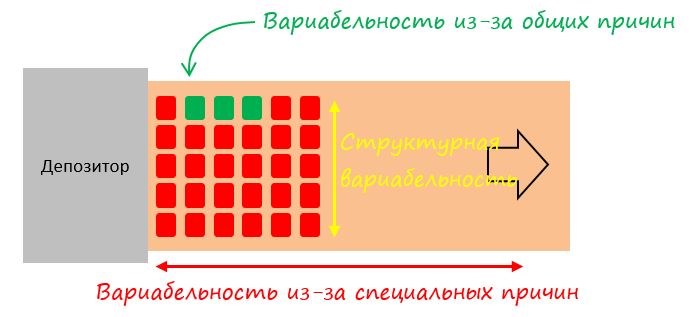
Шухарт считал, что любые процессы подвержены вариабельности, но некоторые из них обладают управляемой вариабельностью, а некоторые – неуправляемой. По мере развития идей SPC начали различать три вида вариации:
- Вариабельность из-за общих причин
- Структурная вариабельность
- Вариабельность из-за специальных причин
Итак, вариация вызванная общими причинами – это естественная или ожидаемая вариация процесса. Если я последовательно возьму 5 бисквитов с одной линейки и замерю какой-нибудь параметр качества – например, высоту бисквита – все пять измерений будут разными. Это случается в силу того, что части производственного процесса – материал, оборудование, персонал – взаимодействуют случайным образом, порождая вариацию. Такая «случайная» вариация – результат действий многих факторов, и поэтому она относительно устойчива во времени. Отличия одного измерения будут минимальными, но они будут.
Избавиться от такой вариации практически невозможно. Для того чтобы ее исключить полностью необходимо будет вложить много денег, чтобы изменить процесс. Этот вид вариации характеризуется тем, что ее структура стабильна и устойчива во времени и мы с большой долей вероятности можем предсказать измерения в будущем.
Структурные вариации – представляют собой смесь общих вариаций и специальных вариаций. Если я возьму 5 бисквитов из ряда и замерю все тот же показатель – высоту бисквита — измерения покажут мне, что не только разброс измерений увеличится, а также средний показатель будет смещен. Но все равно, зная с какой линии я беру печенку я с большой долей вероятности смогу предсказать результат измерения.
Данный вид вариации возникает по причине различий в параллельных потоках, которые в свою очередь возникают из-за различий в оборудовании, неравномерном износе оборудования, неравномерном распределении и т.д.
Помимо множества случайных причин время от времени появляются некие особые факторы, оказывающие существенное влияние на измеряемые характеристики продукта. В качестве примера, можно привести изменения в качестве сырья, различные операторы и способы выполнения работы, или даже изменения в обстановке, вызванные непоследовательностью руководства. Подобные особые причины создают существенные сдвиги в характере вариации.
Специальные причины могут не только ощутимо воздействовать на вариацию данных. Но и значительно снижать предсказуемость процесса. Процесс следует называть управляемым, когда используя прошлый опыт, мы можем предсказать, по крайней мере в некоторых пределах, каких его вариаций можно ожидать в будущем.
Поэтому, в то время как суть SPC – в предсказуемости. Неуправляемы процесс будет непредсказуем. Хотя на «входе» все будет неизменно, на «выходе» результат будет все время меняться.
Статистическое управление процессами – это процесс использования данных в виде измерений параметров процесса или продукта, чтобы найти специальные причины вариабельности и впоследствии их устранить. Для этого используются контрольные карты, о которых мы поговорим в следующей статье.
Pingback: Признаки влияния особых причин на процесс | InLean